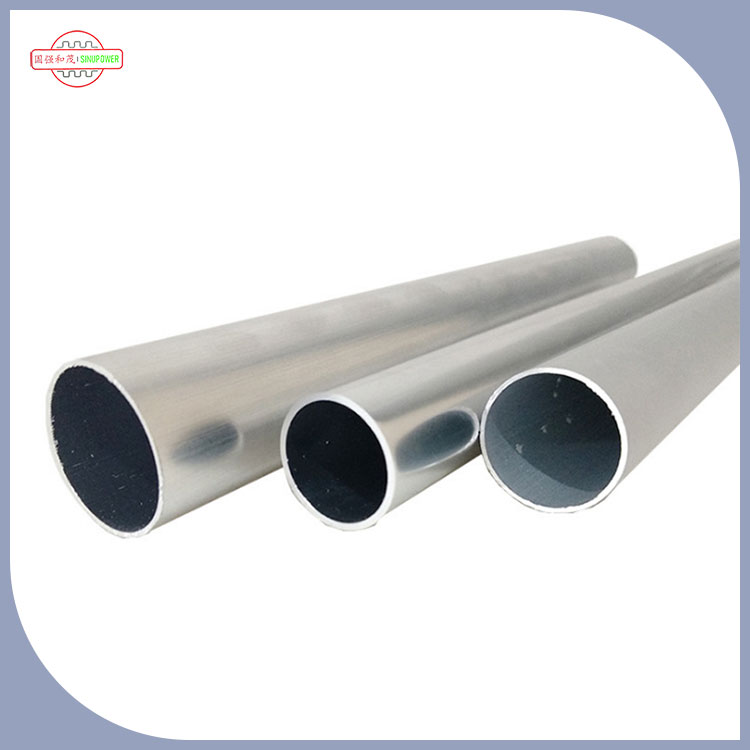
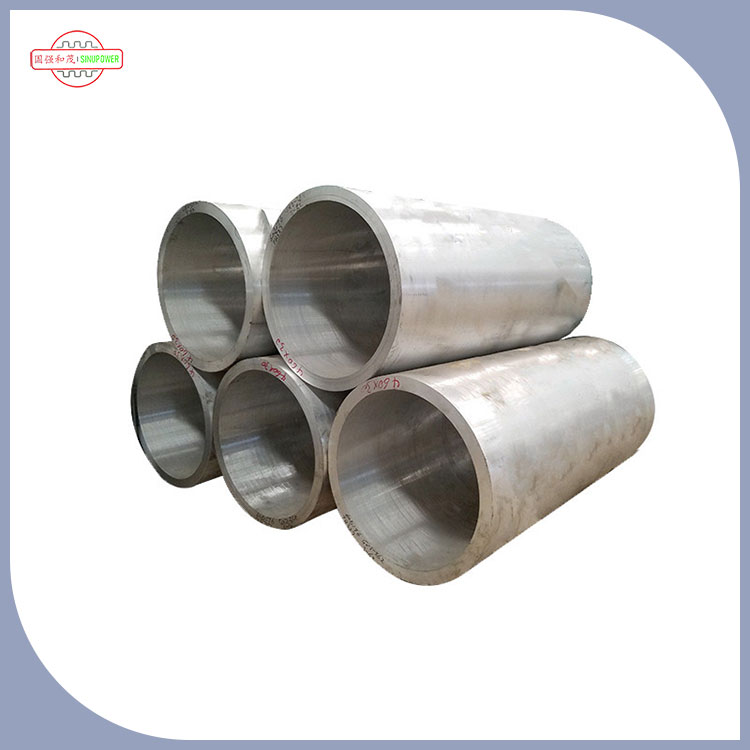
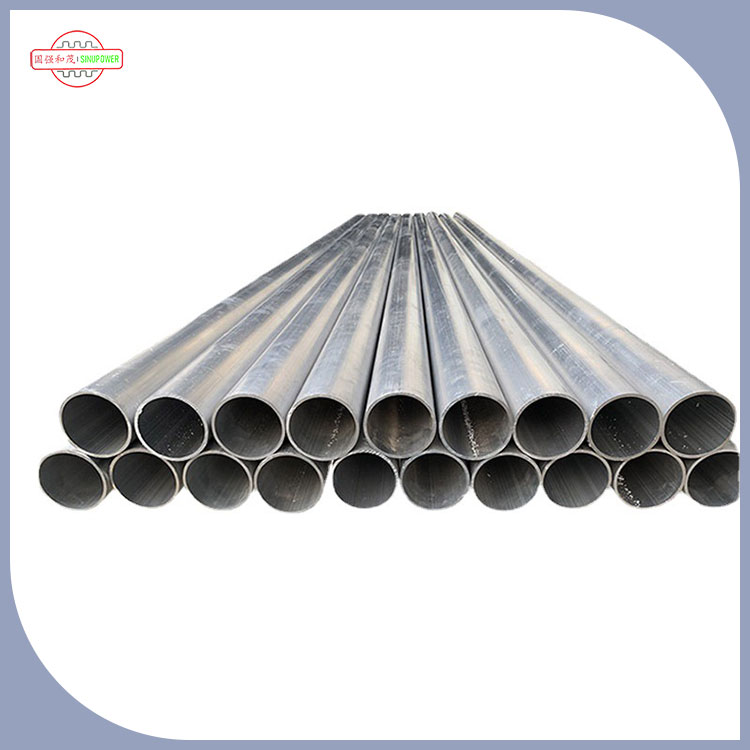
Otomotiv HVAC üreticileri için ısıtıcı çekirdeğinin güvenilirliği boru dikiş bütünlüğü ile başlar.Sinüpower– adanmış birÜreticihassas alüminyum termal bileşenlerin üretimiLazer Kaynaklı Sızdırmaz Bağlantı Isıtıcı Çekirdek Borusuyüksek güçlü fiber lazer teknolojisi kullanıyor. Bu işlem, direnç kaynaklı veya mekanik dikişli borularda yaygın olan sızıntı yollarını ortadan kaldıran sürekli, homojen bir kaynak dikişi oluşturur. B tipi düzleştirilmiş profil, ısı transferi için yüzey alanını maksimuma çıkarırken, lazer kaynaklı dikiş, termal döngü ve soğutma sıvısı basıncı altında yapısal bütünlüğü sağlar. Sonuç: Aracın hizmet ömrü boyunca güvenilir şekilde performans gösteren ısıtıcı petekler. Lider olarakısıtıcı çekirdek boru üreticisiSinüpower, otomotiv HVAC tedarikçilerine dünya çapında güvenilir, sızdırmaz çözümlerle hizmet vermektedir.
Isıtıcı Göbeği Borularında Lazer Kaynak Neden Önemlidir?
Sinüpower'ınLazer Kaynaklı Sızdırmaz Bağlantı Isıtıcı Çekirdek Borusugeleneksel boru üretim yöntemlerine göre ölçülebilir avantajlar sağlayan bir süreç kullanılarak üretilmiştir:
Sıfır Sızıntı Performansı
- Lazer kaynak, gözeneklilik veya mikro çatlaklar içermeyen sürekli, homojen bir kaynak dikişi üretir ve ısıtıcı çekirdeklerin birincil arıza modunu ortadan kaldırır.
- Tutarlı kaynak nüfuz derinliği (tipik olarak 0,5–1,2 mm), bağlantının temel malzeme mukavemetine uymasını veya bu mukavemeti aşmasını sağlar.
- Her üretim partisindeki helyum sızıntı testi, tüp başına 0,5 g/yılın altındaki sızıntı oranlarını doğrular.
- Kaynak sonrası dolgu malzemesi gerekmemesi, akı kalıntısı veya sert lehim alaşımının gevrekleşmesi riskini ortadan kaldırır.
Üstün Isı Transfer Verimliliği
- Düzleştirilmiş B tipi profil, yüzey alanı/hacim oranını artırarak soğutucudan kabin havasına daha hızlı ısı transferine olanak tanır.
- Pürüzsüz iç delik, ısıtıcı göbeği boyunca akış direncini ve basınç düşüşünü en aza indirir.
- Düzgün duvar kalınlığı (tolerans ±0,05 mm), tüm tüp uzunluğu boyunca tutarlı termal iletkenlik sağlar.
Termal Döngüleme Altında Geliştirilmiş Dayanıklılık
- Lazer kaynağı, yorulma çatlağı olmadan tekrarlanan termal genleşmeye ve büzülmeye dayanabilen metalurjik bir bağ oluşturur.
- Mükemmel termal iletkenlikleri (200–220 W/m·K) ve şekillendirilebilirlikleri nedeniyle seçilen AA3003 ve AA3102 alüminyum alaşımlarıyla uyumludur.
- Kaynakta bozulma olmadan -40°C ile +120°C arasında 10.000'den fazla termal döngü için onaylanmıştır.
Temiz, Akıtsız Üretim
- Lazer kaynağı, lehim pastası veya lehim pastası ihtiyacını ortadan kaldırarak kirlenme riskini azaltır ve sonraki montajı basitleştirir.
- Kaynak sıçraması veya yüzey oksidasyonu yok – borular, kaynaktan hemen sonra kanatçık bağlantısı ve başlık lehimleme için hazırdır.
- Tutarlı kaynak dikişi geometrisi, hizalama sorunları olmadan otomatik kanatçık yerleştirmeye ve maça istiflemeye olanak tanır.
Lazer Kaynaklı B Tipi Boru ve Geleneksel Dikişli Boru Karşılaştırması
| Karşılaştırma Faktörü |
Lazer Kaynaklı Boru |
Geleneksel Dikişli Boru |
| Kaynak Dikiş Bütünlüğü |
Sürekli, homojen dikiş – gözeneklilik yok |
Aralıklı veya mekanik olarak katlanmış dikiş |
| Sızıntı Oranı (Helyum) |
≤0,5 g/yıl |
1–3 g/yıl (tipik) |
| Isıdan Etkilenen Bölge |
Dar (≤1,0 mm) – minimum bozulma |
Daha geniş (2–4 mm) – potansiyel bozulma |
| Kaynak Dayanımı |
Temel malzemeyle eşleşir veya onu aşar |
Tipik olarak temel malzemenin %70-85'i |
| Akı/Kirlenme |
Yok – temiz süreç |
Akı kalıntısı kalabilir |
| Yüzey İşlemi |
Pürüzsüz, oksidasyonsuz |
Kaynak izleri, oksit oluşumu |
| Kaynak Sonrası İşlem |
Gerekli değil |
Temizleme veya kaplama gerekebilir |
| Üretim Hızı |
Yüksek – tam otomatik |
Orta – çoklu şekillendirme adımları |
| Maliyet Verimliliği |
Daha düşük toplam maliyet (daha az ıskarta, kaynak sonrası temizlik yok) |
Daha yüksek reddetme oranı, ek son işlem |
Üretim Süreci – Bobinden Bitmiş Boruya
ÜretimiLazer Kaynaklı Sızdırmaz Bağlantı Isıtıcı Çekirdek BorusuBobin stokundan bitmiş boruya kadar sıkı bir şekilde kontrol edilen altı adımlı bir süreci takip eder:
Adım 1 – Malzeme Seçimi
- Ana malzemeler: Isı iletkenliği, şekillendirilebilirlik ve sert lehim uyumluluğu nedeniyle seçilen AA3003 ve AA3102 alüminyum alaşımları.
- Gelen bobin stoğu kimyasal bileşim ve yüzey kalitesi açısından test edilmiştir.
- Malzeme kalınlığı aralığı: Uygulama gereksinimlerine bağlı olarak 0,20 mm ila 0,60 mm.
Adım 2 – Şerit Şekillendirme
- Alüminyum şerit, ısıtıcı çekirdek borularının düzleştirilmiş, oval kesit özelliği olan B tipi bir profil halinde rulo halinde şekillendirilir.
- Hassas şekillendirme kalıpları, tüm bobin uzunluğu boyunca tutarlı profil boyutları sağlar.
- Hat içi lazer ölçümü, toleransları korumak için profil geometrisini izler.
Adım 3 – Lazer Kaynak
- Yüksek güçlü fiber lazer (1–3 kW), boru dikişine odaklanmış enerji vererek derin nüfuzlu ve dar genişliğe sahip bir anahtar deliği kaynağı oluşturur.
- Koruyucu gaz (argon veya helyum) kaynak havuzunu oksidasyondan korur.
- Gerçek zamanlı kaynak izleme, nüfuz derinliğini, kaynak genişliğini ve gözenekliliği takip ederek spesifikasyon dışı bölümleri otomatik olarak reddeder.
Adım 4 – Kaynak Dikiş Tavlaması
- Lokalize kaynak sonrası tavlama, temel malzeme temperini etkilemeden kaynak bölgesindeki artık gerilimi azaltır.
- Kaynak alanının borunun geri kalanıyla benzer sünekliğe ve şekillendirilebilirliğe sahip olmasını sağlar.
Adım 5 – Boyutlandırma ve Boy Kesme
- Borular bir dizi boyutlandırma kalıbı aracılığıyla nihai boyutlara kalibre edilir.
- Hassas testere veya kesme ekipmanı kullanarak müşterinin belirlediği uzunluklarda kesin.
- Uçların çapakları alınır ve kanatçık yerleştirme veya başlık takma için hazırlanır.
Adım 6 – %100 Sızıntı Testi
- Her tüp, sızdırmazlık performansını doğrulamak için helyum kütle spektrometresi sızıntı testine tabi tutulur.
- Kabul kriteri: ≤0,5 g/yıl sızıntı.
- Testi geçemeyen tüpler otomatik olarak reddedilir; böylece sıfır hatalı tüpün üretim hattından çıkması sağlanır.
Uygulama Odağı – Otomotiv HVAC için Isıtıcı Çekirdekleri
Güvenilir biri olarakotomotiv ısıtıcı çekirdek tüpü tedarikçisiSinüpower'ın ürünleri birden fazla araç platformunda kullanılmaktadır:
Birincil Uygulamalar
-
Binek araç HVAC sistemleri:Sedan, SUV ve hafif kamyonlarda kabin ısıtmaya yönelik temel bileşen.
-
Ticari araç iklim kontrolü:Kamyonlar, otobüsler ve otoyol dışı ekipmanlar için ağır hizmet tipi ısıtıcı petekler.
-
Elektrikli araç termal yönetimi:EV ısıtma sistemlerine entegre edilmiştir (ısı pompası veya dirençli ısıtma konfigürasyonları).
-
HVAC klima santralleri:Kompakt, sızdırmaz ısı eşanjörlerinin gerekli olduğu bina ve endüstriyel ısıtma uygulamalarında kullanılır.
Isıtıcı Göbeği Grubundaki Entegrasyon Noktaları
- Borular kanat yığınları arasına yerleştirilir ve çekirdek bloğu oluşturmak üzere genişletilir veya sert lehimlenir.
- Boru uçları, lehimleme veya mekanik birleştirme yoluyla giriş/çıkış başlıklarına bağlanır.
- Soğutma sıvısı (motor soğutma sıvısı veya EV ısıtma sıvısı) tüpün iç kısmından akarken, hava kanatlı dış kısımdan geçer.
- Akışkandan boru duvarı ve kanatçıklardan kabin havasına ısı transferi gerçekleşir.
Montaj Süreçlerine Uyumluluk
- Borularımız hem kontrollü atmosfer lehimleme (CAB) hem de vakumlu lehimleme işlemleriyle uyumludur.
- Pürüzsüz, oksitsiz kaynak dikişi, sert lehimlemeden önce ilave temizlik gerektirmez; proses adımlarını ve kirlenme risklerini azaltır.
- Boru profilleri ve uzunlukları, belirli çekirdek geometrilerine ve araç platformu gereksinimlerine uyacak şekilde özelleştirilebilir.
Kalite Belgeleri ve Üretim Standartları
Sinüpower'ın üretim süreçleri aşağıdaki sertifikalı sistemler altında çalışır:
Sistem Sertifikaları
-
IATF 16949:2016– Otomotiv kalite yönetimi
-
ISO 9001:2015– Kalite yönetimi
-
ISO 14001:2015– Çevre yönetimi
-
ISO 45001:2018– İş sağlığı ve güvenliği
Test ve Muayene
- Hat içi boyut izleme (lazer mikrometreler)
- Helyum sızıntı testi – tüplerin %100'ü
- Kaynak numunelerinde çekme ve patlama testi
- Kaynak kesitlerinin mikroskobik muayenesi
- Görüş sistemlerini kullanarak yüzey denetimi
📋 Talep üzerine tam sertifika kopyaları mevcuttur.
Fikri Mülkiyet
-
2 buluş patenti– B tipi borular için özel bir lazer kaynak konumlandırma sistemi dahil.
-
15 tasarım patenti– benzersiz tüp profillerini ve ısıtıcı petek geometrilerini kapsar.
-
16 faydalı model patenti– boru şekillendirme ve kaynak proseslerindeki iyileştirmelere odaklanıldı.
Isıtıcı Göbeği Boruları için Özelleştirme Yetenekleri
Boyutsal Özelleştirme
-
Tüp genişliği:12 mm ila 40 mm (müşteri tarafından belirlenir)
-
Tüp yüksekliği:1,5 mm ila 5,0 mm (düzleştirilmiş profil)
-
Duvar kalınlığı:0,20 mm ila 0,60 mm
-
Uzunluk:100 mm ila 2.000 mm (siparişe göre boydan boya kesilir)
-
Tolerans:Kritik boyutlarda ±0,05 mm
Alaşım ve Kaplama Seçenekleri
-
AA3003:Standart alaşım – iyi ısı iletkenliği ve şekillendirilebilirlik, korozyona dayanıklı.
-
AA3102:Daha yüksek mukavemetli versiyon – daha yüksek basınçlı veya daha zorlu uygulamalar için uygundur.
-
Yüzey işleme:Korozyona karşı dayanıklılığı artırmak için isteğe bağlı çinko pul kaplama veya dönüşüm kaplama.
Form Sonu Seçenekleri
-
Kare kesim– başlık ekleme standardı
-
Pahlı uçlar– daha kolay montaj ve conta takma için
-
Genişletilmiş uçlar– mekanik başlık bağlantıları için
-
Özel uç profilleri– müşteri çizimine göre

Geliştirme Süreci
-
Gereksinim gönderimi:Müşteri spesifikasyonları, çizimleri veya performans hedeflerini sağlar.
-
Fizibilite incelemesi:Mühendislik ekibi malzeme, profil ve kaynak parametrelerini değerlendirir.
-
Takım tasarımı:Şekillendirme ve kaynak kalıpları kendi bünyemizde üretilmektedir.
-
Prototip çalıştırması:Müşteri doğrulaması için 100 parçaya kadar – yalnızca kalıp maliyeti.
-
Üretme:PPAP Seviye 3 ile tam ölçekli üretim mevcuttur.
-
Teslimat:Malzeme sertifikaları ve denetim raporları ile planlanmış gönderiler.
Kalite Güvencesi – Güvenilir Kaynak Kalitesini Nasıl Sağlıyoruz?
Her partiLazer Kaynaklı Sızdırmaz Bağlantı Isıtıcı Çekirdek Borususıkı kalite kontrol çerçevemizden geçer:
Hammadde Kontrolü
- Tam malzeme izlenebilirliğine sahip, ISO 14001 sertifikalı izabe tesislerinden temin edilen alüminyum bobinler.
- Gelen denetim: kimyasal bileşim (OES), yüzey kalitesi ve kalınlık doğrulaması.
Proses İçi Kontroller
-
Şekillendirme:Profil doğruluğunu korumak için geri bildirim kontrollü gerçek zamanlı boyut izleme.
-
Lazer kaynağı:Güç, hız ve koruyucu gaz akışı sürekli olarak izlenir. Kaynak dikişi kalitesi hat içi optik tutarlılık tomografisi (OCT) ile doğrulandı.
-
Tavlama:Kaynak bölgesinde tutarlı tane yapısı sağlamak için sıcaklık izlemeli lokalize indüksiyon tavlaması.
Son Muayene
-
Boyutlu:Dış çap, genişlik, yükseklik ve duvar kalınlığı tüp başına 3 noktada ölçülmüştür.
-
Sızıntı testi:Helyum kütle spektrometresi – tüplerin %100'ü, ≤0,5 g/yıl.
-
Kaynak muayenesi:Kaynak dikişinin sürekliliğinin görsel ve mikroskobik olarak doğrulanması.
-
Mekanik:Isıl işlem partisi başına çekme ve patlama testleri.
Bu prosedürler, her gönderinin otomotiv HVAC uygulamalarının sıkı kalite gereksinimlerini karşılamasını sağlar.
Sürdürülebilirlik ve Çevreye Uygunluk
Enerji Verimliliği
- Lazer kaynak, geleneksel sert lehim fırını operasyonlarına göre çok daha az enerji tüketerek karbon ayak izimizi azaltır.
- Tavlama proseslerinde rejeneratif brülör teknolojisi gaz tüketimini %18 oranında azaltır.
Geri Dönüşüm ve Atık Azaltma
- %98 malzeme kullanımı – tüm alüminyum hurdaları ayrıştırılır ve sertifikalı geri dönüşümcülere geri gönderilir.
- Kaynak işleminde herhangi bir lehim pastası veya lehim macunu kullanılmaz, bu da tehlikeli atık akışlarını ortadan kaldırır.
Uyumluluk
- RoHS uyumlu – malzemelerde veya işlemlerde kısıtlanmış madde yoktur.
- REACH uyumlu – tüm alaşımlar ve işleme kimyasalları mevcut AB çevre standartlarını karşılar.
Lazer Kaynaklı Isıtıcı Çekirdek Boruları Hakkında Sıkça Sorulan Sorular
S: Isıtıcı göbek boruları için lazer kaynağının geleneksel direnç kaynağına göre avantajı nedir? C: Lazer kaynağı, ısıdan etkilenen daha dar bir bölge, daha derin kaynak nüfuziyeti ve daha tutarlı bir dikiş üretir; bu da daha düşük sızıntı oranları, daha iyi yorulma direnci ve sıfır akı kirliliği sağlar.
S: Bu boru için hangi alaşımlar mevcut? C: AA3003 (standart) ve AA3102 (daha yüksek mukavemet) sunuyoruz. Talep üzerine özel alaşımlar değerlendirilebilir.
S: Üretim siparişleri için standart teslim süresi nedir? C: 50.000 parçaya kadar olan siparişler için standart teslim süresi 20-25 iş günüdür. Acil ihtiyaçlar için hızlandırılmış üretim mevcuttur.
S: Her sevkiyatta sızıntı testi raporları sağlıyor musunuz? C: Evet. Her sevkiyat, her üretim partisi için helyum sızıntısı test raporlarının yanı sıra malzeme sertifikaları ve boyutsal inceleme raporlarını içerir.
S: B tipi profilin ötesinde farklı kesitlere sahip borular üretebilir misiniz? C: Evet. B tipi standart ısıtıcı göbeği profilimiz olmakla birlikte, özel uygulamalar için özel kesitler (düz, oval, D şeklinde) geliştirebiliriz.
S: Üretebileceğiniz maksimum boru uzunluğu nedir? C: Standart maksimum uzunluk 2.000 mm'dir. Daha uzun gereksinimler için lütfen mühendislik ekibimize danışın; profile ve alaşıma bağlı olarak daha uzun uzunluklar mümkün olabilir.
S: Özel kalıp geliştirme için tipik teslim süresi nedir? C: Özel şekillendirme ve kaynak kalıpları genellikle 15-20 iş günü içinde tamamlanır. Prototip tüpler kalıp onayından sonra 10 iş günü içerisinde üretilebilmektedir.
Sinüpower sunarLazer Kaynaklı Sızdırmaz Bağlantı Isıtıcı Çekirdek BorusuBu, otomotiv HVAC üreticilerinin üstün güvenilirliğe, tutarlı termal performansa ve daha düşük toplam üretim maliyetine sahip ısıtıcı çekirdekleri üretmesine olanak tanır. OEM'leri, birinci kademe HVAC tedarikçilerini ve ısıtıcı petek üreticilerini örnekler, teknik veri sayfaları veya ortak tasarım incelemesi için bizimle iletişime geçmeye davet ediyoruz.
Mühendislik incelemesi:Bay Gao Qiang, Sinupower Kurucusu – Fortune 500 imalat şirketlerinde önceki liderlik de dahil olmak üzere alüminyum ekstrüzyon ve termal yönetim alanında 20 yılı aşkın deneyim.
Sinüpower ile ortak olun – her ısıtıcı peteği için sızdırmaz hassasiyet.
📧E-posta:robert.gao@sinupower.com
🌐Web sitesi:www.sinupower-transfertubes.com
📄Örnekleri veya veri sayfalarını isteyin: Satış ekibimizle iletişime geçin →
Sıcak Etiketler: Lazer Kaynaklı Sızdırmaz Bağlantı Isıtıcı Çekirdek Borusu, Çin, Üreticiler, Tedarikçiler, Fabrika, Dayanıklı, Toptan Satış, Kalite