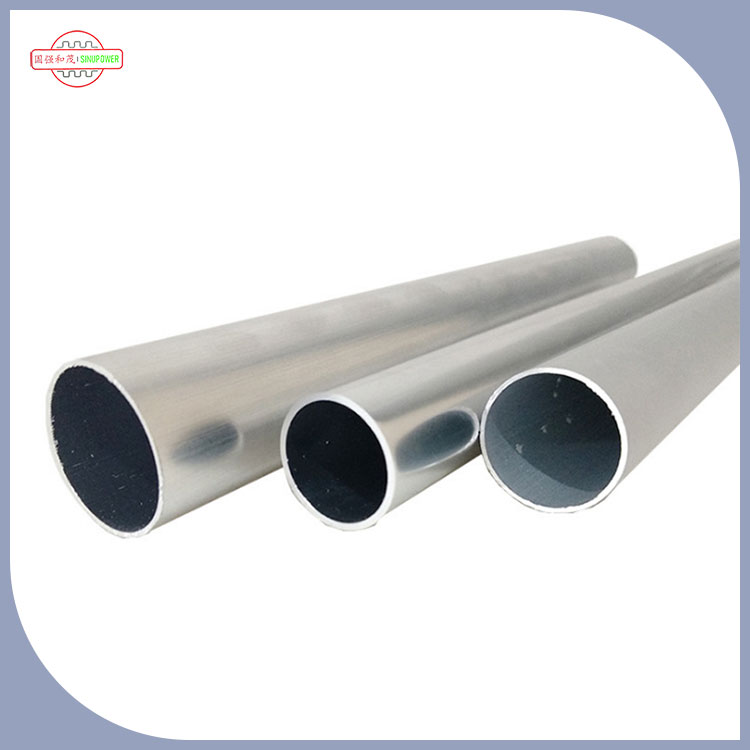

Düz oval tüplerenine kesitte düz oval (uzun eksen 80-200mm, kısa eksen 30-80mm) ve enine kesit çarpıklığı ve aşırı çapaklar gibi problemler, sağ açıları keserken meydana gelmeye eğilimlidir. Sonraki kaynak veya montajın kalitesini sağlamak için hassas işleme elde etmek için mesleki süreçler ve araçlar gereklidir.
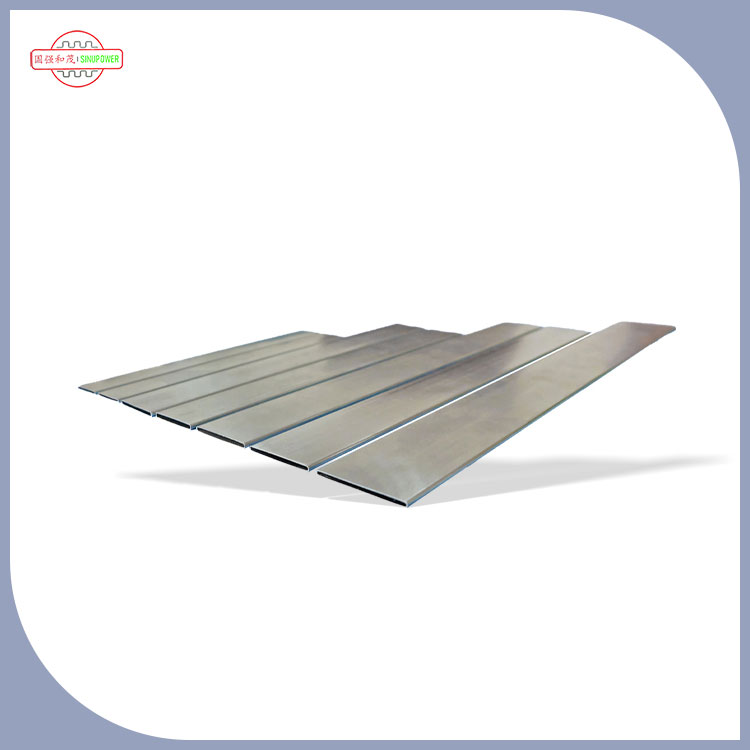
Kesimin zorluğu kesitsel özelliklere odaklanır. Düz oval tüplerin asimetrik yapısı, geleneksel tek bedene uyan yöntemin doğru açı doğruluğunu sağlamayı zorlaştırır. Kesme açısı sapması 1 ° 'den büyükse, popo eklem boşluğu 0,5 mm'yi aşarak kaynak mukavemetini etkileyecektir. Ek olarak, tüp duvar kalınlığı (genellikle 2-5mm) eşit olmadığında, lokal aşırı ısınma ve deformasyon meydana gelmeye eğilimlidir. Özellikle paslanmaz çelik malzemelerin işlenmesinde, yüksek sıcaklık oksit ölçeğinin oluşmasına neden olacak ve sonraki taşlama maliyetini artıracaktır.
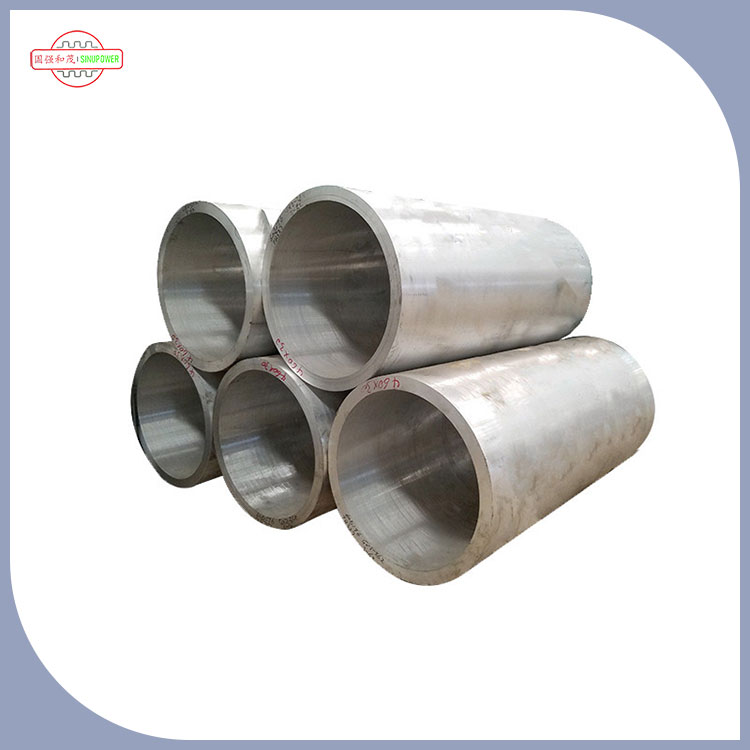
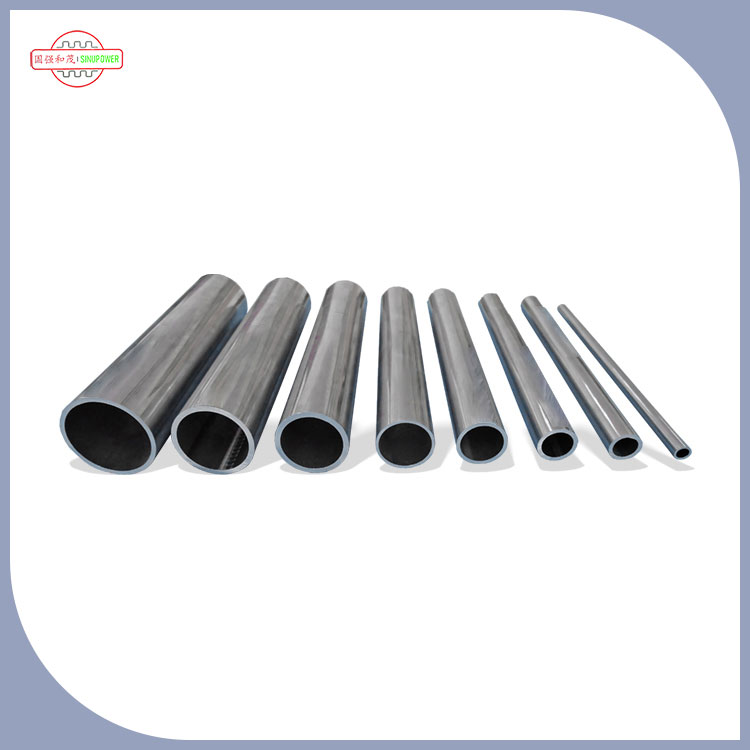
Araç seçimi malzeme ve özelliklerle eşleşmelidir. Düşük karbonlu çelik düz oval tüpler için, 10-15mm/s'lik bir kesme hızı ile plazma kesimi (akım 80-120A) önerilir ve bölümün dikeylik hatası 0.3mm/m içinde kontrol edilebilir; Paslanmaz çelik malzemeler için, lazer kesimi (güç 500-1000W) tercih edilir, bu da optik fiber tarafından iletilen yüksek enerjili ışık kirişleri yoluyla temassız işlemeyi, ısıldan etkilenen bir bölge ile tanecikler arası korozyonu önlemek için <0.1 mm'dir. İnce duvarlı tüpler (kalınlık <3mm), hassas bileşen işleme için uygun olan ± 0.01mm doğrulukla CNC tel kesimini kullanabilir.
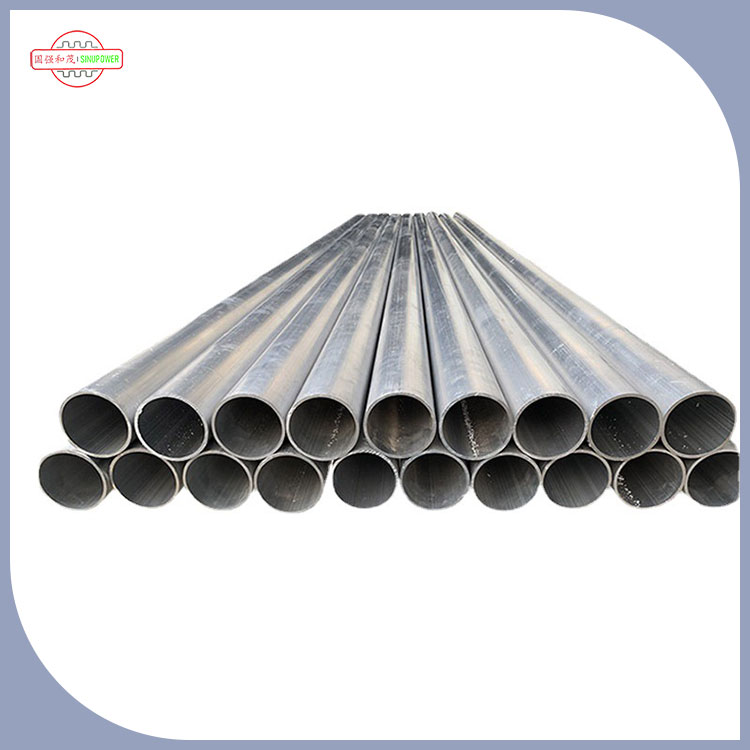
İşlem süreci konumlandırma ve parametre ayarına odaklanır. Kesmeden önce, kesme çizgisinin eksene dik olduğundan emin olmak için boru bağlantı parçalarının fikstürler tarafından sabitlenmesi gerekir (sapma ≤0.5 °) ve armatürün sıkıştırma kuvveti deformasyonu önlemek için 5-10mPa'da kontrol edilir; Plazma kesimi sırasında, nozul boru duvarından 3-5 mm uzakta tutulur ve gaz basıncı (hava veya azot) ark sapmasını önlemek için 0.6-0.8MPa'ya ayarlanır; Lazer kesiminin odak konumunu duvar kalınlığına göre ayarlaması gerekir ve kalın duvarlı boruların odağı, kesme penetrasyonunu iyileştirmek için boru duvarının 1/3'üne ayarlanır.
Müteakip işleme nihai kaliteyi etkiler. Kesildikten sonra, enine kesit pürüzlülüğünü RA≤12.5μm yapmak için çapakları çıkarmak için bir açılı öğütücü (120 grit taşlama tekerleği ile) gereklidir; Paslanmaz çelik boruların kesikte paslanmayı önlemek için pasifleştirilmesi (10-15 dakika boyunca nitrik asit çözeltisine daldırılması) gerekir. Yüksek hassasiyetli gereksinimlere sahip sahneler için (otomobil egzoz borusu düzeneği gibi), ± 0.1 ° tolerans standardını karşıladığından emin olmak için sağ açılı sapmanın üç koordinat ölçüm cihazı tarafından tespit edilmesi gerekir.
F üzerinde doğru açıları kesmekLat oval tüplerHem ekipman performansının hem de proses detaylarının dikkate alınmasını gerektirir. Hassas konumlandırma, parametre optimizasyonu ve müteakip işleme yoluyla, boru hattı bağlantısının sızdırmazlığı ve yapısal mukavemeti için temel bir garanti sağlayarak pürüzsüz bir kesit ve hassas açı işleme etkisi elde edilebilir.