
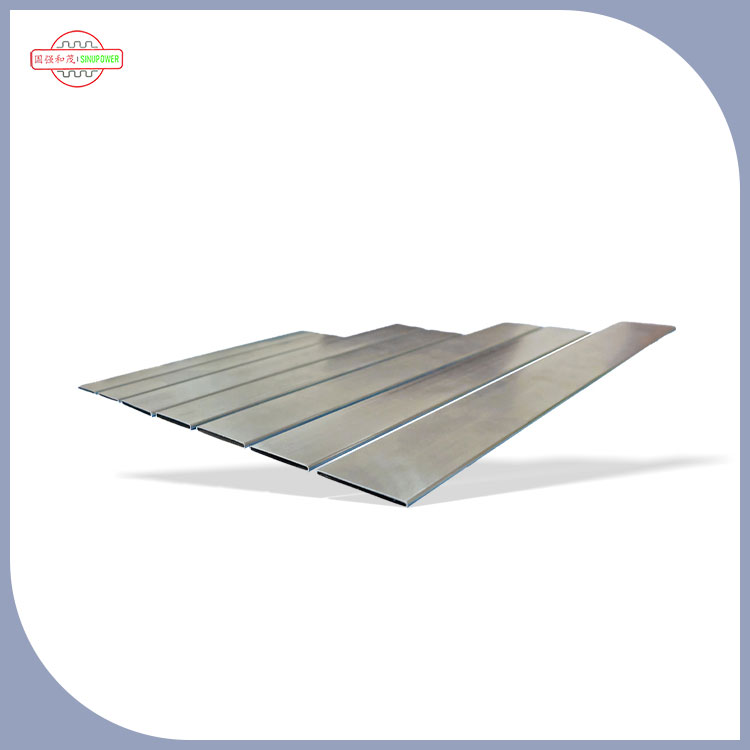
Isıtıcı çekirdekleri için B-tipi boruları kaynak için kaynak işlemi genellikle aşağıdaki adımları içerir:
1.Kaynak hazırlığı
Malzeme temizliği: Boru ucu ve başlık arasındaki bağlantı, metalik bir parlaklık ortaya çıkaran yağ lekelerini, pasları, safsızlıkları ve diğer kirleticileri kaynaklanacak yağ lekelerini, pası, safsızlıkları ve diğer kirleticileri çıkarmak için paslanmaz çelik tel fırçalar, dosyalar ve diğer aletleri kullanın. Gerekirse, yağı daha da uzaklaştırmak için aseton gibi organik çözücüler kullanılabilir.
Kaynak Malzemesi Seçimi: B tipi borunun malzemesine göre uygun kaynak malzemesini seçin. Örneğin, karbon çelik malzemeden yapılmış bir B tipi boru ise, E4303 gibi karşılık gelen karbon çelik kaynak çubukları seçilebilir; Paslanmaz çelik malzemeden yapılmışsa, E308-16 gibi paslanmaz çelik kaynak çubukları seçilmelidir.
Kaynak Ekipmanı Hata Ayıklama: Kaynak ekipmanının normal çalışıp çalışmadığını kontrol edin, kaynak akımını, voltajı ve diğer parametreleri ayarlayın. ARC kaynak ekipmanı için, gaz akış hızının uygun olduğundan ve argon gazının saflığının%99,97'nin üzerinde olmasını sağlamak gerekir.
Oluk işleme: B tipi borunun çapına ve duvar kalınlığına göre V şeklinde oluk gibi uygun oluk formunu seçin. Groove açısı, künt kenar ve eklem açıklığının boyutları kaynak işlemi gereksinimlerini karşılamalıdır. Genel olarak, oluk yüzey açısı 60 ° ± 5 °, künt kenar 0-2 mm'dir ve eklem boşluğu 2-4 mm'dir.
Konumlandırma Kaynağı: Doğru konumlandırmayı sağlamak için B tipi boruyu başlık gibi bileşenlerle monte edin. Kaynağı konumlandırarak sabit, konumlandırma kaynaklarının uzunluğu ve miktarı boru çapına bağlı olarak değişir. Boru çapı 100 mm'den az veya eşit olduğunda, konumlandırma kaynaklarının uzunluğu 5-10 mm olmalıdır ve 3'ten az konumlandırma kaynağı olmamalıdır; Boru çapı 100 mm'den büyük olduğunda, konumlandırma kaynağının uzunluğu 15 mm'den büyük olmalıdır.
2.Kaynak işlemi
Alt kaynak: Oluğun yüzeyinde bir ark başlatın, ardından arkı başlangıç pozisyonuna getirin ve künt kenar eritildikten sonra kaynak dikişi boyunca kaynak yapın. Kaynak için ark kırma yöntemini veya sürekli ark yöntemini kullanarak, eksik penetrasyon veya cüruf inklüzyonu gibi kusurlar olmadan kaynağın kökünde iyi bir füzyon sağlamak için erimiş havuzun boyutunu ve arıza durumunu gözlemlemeye dikkat edin.
Dolgu Kaynağı: Taban kaynak tamamlandıktan sonra doldurma kaynağı gerçekleştirilir. Tek veya çoklu geçiş kaynağı belirli duruma göre kullanılabilir ve sürekli ark kaynağı kullanılabilir. Şerit taşıma yöntemi hilal veya testere dişi sallanmasını kullanabilir ve genlik katmanla katman arttırılmalıdır. Kaynak dikişinin genişliğini ve yüksekliğini sağlamak ve kaynak boncukları arasındaki olukların neden olduğu cüruf dahil edilmesini önlemek için oluğun her iki tarafında hafifçe duraklatmak önemlidir.
Kapak kaynağı: Kaynağı kaplarken, erimiş havuzun düzgün bir şeklini ve boyutunu korumak için kullanılan akım biraz daha küçük olmalıdır. Kaynak çubuğu ile kaynak yönü arasındaki açı 75 ° 'de yaklaşık 75 °' de tutulmalıdır. Kaynak çubuğu oluğun kenarına doğru sallandığında, alt kesmeyi önlemek için kısaca duraklamalıdır.
3.Kaynak sonrası tedavi
Kaynak Temizliği: Kaynak tamamlandıktan sonra, kablo fırçaları ve temizlik için öğütme makineleri gibi aletler kullanarak kaynağın yüzeyini cüruf ve sıçramalar gibi safsızlıklardan derhal temizleyin.
Görünüm muayenesi: Kaynağın görünümünün gereksinimleri karşılayıp karşılamadığını kontrol edin. Kaynak düzgün, pürüzsüz ve gözenekler, çatlaklar, alt kesme ve füzyon eksikliği gibi kusurlardan arınmış olmalıdır. Kaynağın aşırı yüksekliği, genellikle 0-2mm ve lokal olarak 3 mm'den daha yüksek olmamalıdır. Kapak kaynağının genişliği, oluk açıklığının her iki tarafında 0.5-2.0mm daha geniş olmalıdır.
Yıkıcı olmayan testler: İlgili standartlara ve gereksinimlere göre, kaynak içindeki kusurları kontrol etmek için manyetik partikül testi, penetran testi veya ultrasonik test gibi kaynaklarda tahribatsız testler gerçekleştirilir.
Isıl işlem: B-tipi borunun malzemesi yüksek alaşım çelik veya kaynak stresine eğilimli diğer malzemeler ise veya kaynak stresini ortadan kaldırmak ve kaynak dikişinin mekanik özelliklerini iyileştirmek için kaynak dikişinin temperleme, normalleştirme vb.